
波峰焊接設備按焊接工藝方式分類
作者:
2022-10-24 09:44
波峰焊接設備按焊接工藝方式分類
1.一次焊接系統
一次焊接系統是歷史比較悠久的一種工藝形式,它通常又分為瓜式和框架式兩種結構。框架式一次焊接系統的基本組成框圖如圖所示。
一次焊接系統適用于短插工藝,也是較為流行的一種方式。特別是對產品質量和可靠 性有要求的電子產品,只能采取這種工藝方式。這是因為:
?元器件及 PCB 的熱損害最少;
?被焊組件不會受機械損傷;
?元器件都是預先形成,引腳伸出高度規范一致;
?節省釬料和助焊劑,使用成本低;
?結構較簡單(相對于二次焊系統),維護較方便;
?由于與熔融釬料接觸時間短,基板銅箔不會受到明顯的熔蝕,而且接合面處不會形成過量的銅錫合金層。
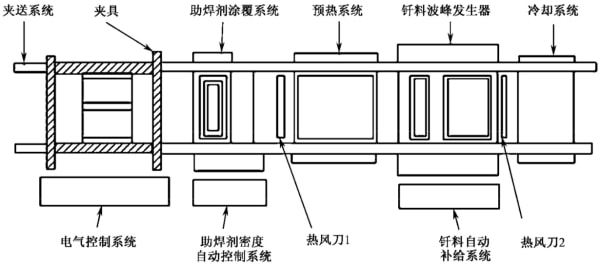
框架式一次焊接系統的基本組成框圖
2.二次焊接系統
二次焊接系統又稱為順序焊接系統(In Line Solderng System),適合長插工藝,從 線體布置上看可分為環形式和直線式兩種。
(1)環形式結構
最早出現于美國 RCA 的產品中,與直線式二次焊接系統相比,有結構緊湊、占地面積小的優點。
裝入夾具后,經涂覆助焊劑、預熱,再進入溢流槽浸焊(或高拋波波峰 焊),冷卻后砍腿并經滾筒去除引線殘留物。經過一次焊接處理后再進入二次焊接工序:涂覆助焊劑、預熱、波峰焊并冷卻后,取下 PCB 完成全部處理過程。
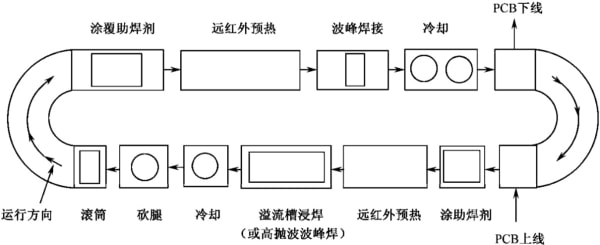
環形二次焊接系統的工藝流程和系統構成
(2)直線式結構
它大多采用積木化結構,即用浸焊機(或高拋波)、砍腿機、波峰焊機等單機排列組合成生產線。

直線二次焊接系統構成
二次焊接系統的優點是效率高、對基體金屬的表面凈度要求不太苛刻、節省人工,因 此廣泛應用于較低檔的電子產品(如收音機、黑白電視機等)的生產中。其不足之處是設備 復雜、維修麻煩、最終獲得的產品組裝質量低、不能適應細間距高密度薄型化 PCB 產品要求、易造成 PCB 及元器件的機械損傷、釬料消耗大、易造成釬料槽雜質金屬(如銅、鋅 等)的積累。因此,二次焊接不適用于有可靠性要求的電子裝備。
波峰焊接設備按系統外形大小分類
1.微型機
微型機設計的應用對象主要是科研院所、學校等研發部門,適應的生產范圍是多品種、小批量、小型化的新產品試制,不需要固定操作者。這類機型的設計特點是:波峰寬度 通常不大于 200mm,釬料槽容積不大于 50kg,小巧玲瓏、占地小、易于搬運、操作特別簡 便、人機界面友好、容錯能力強。
2.小型機
該類機型的應用范圍是中、小批量生產單位及科研部門。它一般都采用直線式傳送方式,效率較高,波峰寬度通常小于 300mm,釬料槽具有中等容量(單波機型通常小于 150kg、雙波機型小于 200kg),操作系統比微型機復雜些,外形也比微型機大些,可以是臺 式,也可以是落地式。從用戶使用情況來看,大多數科研部門都愿意選擇此類機型來取代微 型機,以求得在應用范圍上有較大的選擇空間。
3.中型機
中型機的應用對象是中、大批量生產單位和企業。其設計特點是:機型較大,整體布 局都是采用機柜式結構,通常波峰寬度都在 300mm 以上,釬料槽容量大于 200kg(單波峰 機)或 250kg(雙波峰機),最大的可達 700kg,采用框架式或爪式直線夾送方式,功能較 全,夾送速度快,運行效率高,可供用戶選擇的配件多,與前、后線體匹配性好。
4.大型機
大型機主要是針對一些高級用戶需要而設計的。其主要設計特點是:充分運用了現代 科技手段和波峰焊接技術的最新成果,追求的是功能的完善、性能的先進、控制的智能化及 系統的現代化。此類設備價格昂貴、維修復雜、焊接質量好、效率高、產能大,因而適合于 大批量生產。
波峰焊接設備按波峰數量分類
1.單波峰機
單波峰機只有一個波峰,廣泛應用于 THT 安裝方式的 PCB 焊接,特殊設計的單波峰機(如Ω波、O波等)可以同時兼容THT、SMT 兩種安裝方式的 PCB 焊接。
2.雙波峰機
雙波峰機主要是針對 SMT 波峰焊接中存在的陰影效應和氣囊遮蔽效應而設計的。隨著 SMT 的普及,此類機型已經成為用戶的首選機型,因而發展迅速。








