
無鉛選擇性焊接技術是怎么的?
作者:
2022-11-15 10:45
表面安裝技術的迅猛發展促進了越來越多的表面安裝電子元件在高密度電子產品中的廣泛應用。即使如此,一些連接器、傳感器、變壓器和屏蔽罩等通孔元件的使用仍是難以避免的。表面安裝設計標準 IPC-SM-782A 中介紹的雙面電路板組裝方式Type 2中的CX類就是這種典型的組裝方式。電路板的雙面裝有大量的表面安裝元件,但在某一面上還有一些通孔元件 (比如圖1)。在高端大型電子計算機產品中某些高性能微處理器芯片仍是多引腳 PGA(針陣列式)封裝的通孔元件,在電路板的兩個表面都裝有通孔元件的連接器,而且是相對方向插入的。(圖2)

圖 1:IPC 標準介紹的組裝方式
這種電路板的組裝工藝是采用雙面回流焊把兩個面上的表面安裝元件先焊接好,而電路板上的一些通孔元件以往多數生產廠商是用手工焊接方法來解決的。然而眾所周知手工焊的質量是因人而異的,一致性和可重復性難以保證,因此一些現代的大公司及一些高質量要求的電子產品規定不準使用手工焊接方法。
近幾年來開發的通孔元件回流焊工藝較好的解決了這個問題。但在實施中遇到很多問題。首先是要認證所使用的通孔元件能否承受回流焊的溫度,因為原先的通孔元件焊接都是采用波峰焊工藝,僅僅是元件的引腳承受焊接溫度,而在電路板上方的元件封裝體承受的溫度遠遠低于焊接溫度。因此實際能應用回流焊工藝的通孔元件并不多,這是阻礙通孔元件回流焊工藝廣泛應用的最主要因素。無鉛焊料的應用使這一問題變得更加嚴峻,以往鉛錫焊膏的回流焊峰值溫度一般設定在 220C左右,而錫銀銅無鉛焊膏的回流焊峰值溫度一般設定在 240C左右,因而能承受無鉛回流焊溫度的通孔元件的更是少之又少,使通孔元件無鉛回流焊工藝解決方案受到嚴重障礙。

圖2:高端計算機中的電路板
深圳市鑫晨楓科技有限公司是焊接工具和焊接設備的專業生產廠,深圳市鑫晨楓科技有限公司的選擇性波峰焊接設備有多種型號,為不同應用提供了多種選擇方案,其中單噴嘴或雙噴嘴順序式選擇性波峰焊接設備,主要部件有導軌式板子傳送機構、助焊劑噴頭模塊、電路板底部預熱模塊、電路板頂部預熱模塊、帶有噴嘴的錫槽等。其中錫槽溫度、助焊劑噴射位置、助焊劑噴射量、波峰噴嘴的錫波高度、波峰噴嘴的運動路徑以及波峰噴嘴的 X、Y、2三個方向的座標位置都可由專用軟件精確編制控制。這種設備可以對電路板上通孔元件的單個焊點或成排焊點進行焊接,在應用上具有高度的靈活性。
另一種設備是多點同步選擇性波峰焊接設備,主要部件有導軌式板子傳送機焊劑噴頭模塊、電路板的預熱模塊以及為某特定的電路板或拼板而設計的多平板,多個噴嘴中錫波同時上升到電路板的相應位置進行同步焊接。為提高噴射助焊劑的效率,可以使用一種掩模鋼板,把板子上不需要噴涂助焊劑的位置掩蓋掉。這種設備在應用上大大提高了生產效率,適用于品種少,批量特大的產品生產。

圖3 為上述兩種設備的焊接模塊照片
還有一種選擇性波峰焊接設備是上述兩種設備的組合,既有單點順序焊接模塊又有多點同步焊接模塊。這種設備具有生產速度快但又具有較高的靈活性,圖4為該設備的示意圖。
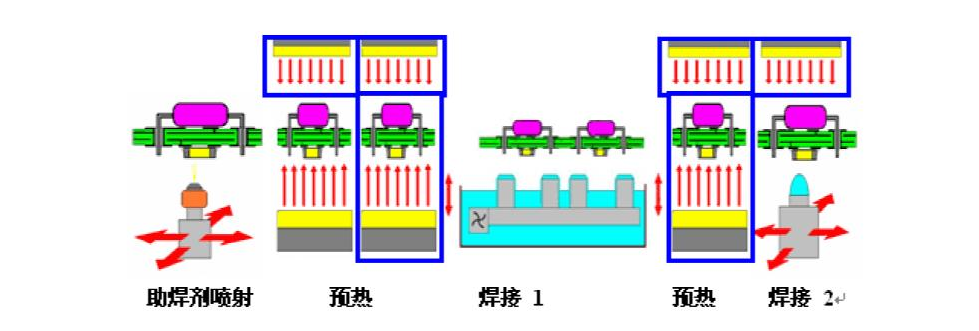
圖4:VERSAFLOW Highspeed 設備示意圖
全自動無鉛選擇性波峰焊接設備的主要特點:
1、具有良好的連線能力,可以和 SMT 生產線有機地組合在一起
2、電路板的進板方式與全自動貼片機完全一樣,電路板通過導軌傳送機構進擇性焊接設備的助煤劑噴射模塊,在需要焊接的部位噴涂定量控制的助焊劑后、預熱模塊,預熱后進入焊接區。焊接過程僅僅是焊接噴嘴在 X、Y、乙三個方.清確運動,而電路板是不動的,因而電路板上所有的通孔元件位置不會受振動
電路板上方及下方都安裝有預熱模塊《可選用紅外預熱模塊或熱風對流預熱模塊)。無鉛焊料與鉛錫焊料相比較,浸潤能力較差,為提高無鉛焊料在多層電路板通孔中的透錫能力,在電路板上方裝有預熱模塊就顯得非常必要。市場上某些選擇性焊接設各在焊接過程中焊接噴嘴是固定不動的,而由機械手抓住電路板作X、Y、2三個方向運動到噴嘴上面進行焊接,在電路板上方無法安裝預熱模塊,通孔器件的透錫量就無法保證。而且板子運動可能會影響通孔元件的正確姿態。電路板上方具有預熱模塊的 ERSA 選擇性波峰焊接設備在通孔中的透錫高度遠比波峰焊,手工焊或機械手焊接好得多
4、采用電磁泵作為焊料泵。很多波峰焊設備的焊料泵都采用渦輪泵,渦輪泵葉輪的旋轉運動在液態焊料中會產生渦流,把焊料表面形成的錫渣及氧化物攪拌進液態焊料中,不僅影響焊點質量也增加了錫槽的維護成本。而電磁泵是根據感應式直線電動機原理而設計的,焊料只是作一個方向的流動而不會產生渦流,不僅可以減少錫渣的形成,提高焊點質量而且可以降低錫槽的維護成本。而且電磁泵內部沒有機械運動,部件通常是不會有機械磨損的。
5、氮氣環境下對改善無鉛焊料的浸潤能力及降低焊料的氧化是很有效的,設備結構上保證了最低的氮氣消耗量,使設備的運行成本降為最低。
6、錫槽及噴嘴接觸高溫焊料的金屬部分將會溶解于無鉛合金的焊料中,無鉛焊料對這些金屬的腐蝕性比鉛錫焊料還要強。與此同時,耐高溫的不帶有機溶劑的水基助焊劑(VOC free flux)在無鉛選擇性波峰焊接工藝中呈現出良好的特性,但也增加了金屬部件的腐蝕性。因此不僅選用了抗腐蝕性更強的特種不銹鋼材料并在表面施加有高抗腐蝕性的保護鍍層,增加了設備的使用壽命。
焊點形狀的控制設定。這是德國 ERSA 公司的又一創舉,他使我們的工程夠第一次控制焊點的“胖”與“瘦”程度。在一些高密度的焊點中,一般的波容易形成橋連短路,在這種情形下,我們可以在機器上設定“瘦”這樣的焊為焊點就不容易造成橋連短路。(見圖 5)。
8、選擇性波峰焊接可以對每個焊點的焊接工藝參數進行優化,如助焊劑噴射量、在噴嘴上方的停留時間(即焊接時間)以及需要的焊料與電路板的分離功能對某一焊點都可以單獨設定,以達到最佳的焊接質量。因此選擇性焊接的焊點質量遠優于手工焊接、機械手焊接以及波峰焊接的焊點質量《見圖 6)。更為重要的是,由于助焊劑是點對點噴射,大大減少了它的使用量(可能3 個月才用了1公斤助焊劑),離子污染大為減低,焊點的可靠性,質量當然就有了大大的提高。
9、多種編程方法。CAD 編程方法、觸摸顯示屏上編程方法及攝像機示教編程方法使得設備的操作更加方便。
10、提供多種選擇性波峰焊接設備便于各種應用。

圖5:不同的設定可以獲得量比較 圖 6:幾種焊接工藝焊點質
“瘦”或“胖”的焊點
選擇性波峰焊接工藝在歐美,部分中國電裝行業已獲得較為廣泛的應用,隨著中國汽車電子,軍工電子,通訊電子等高端電子制造業的飛速發展,表面安裝電路板上的通孔元件焊接,將會越來越多地采用選擇性波峰焊接技術。








