
選擇性波峰焊產線配置組成
作者:
2022-11-10 09:49
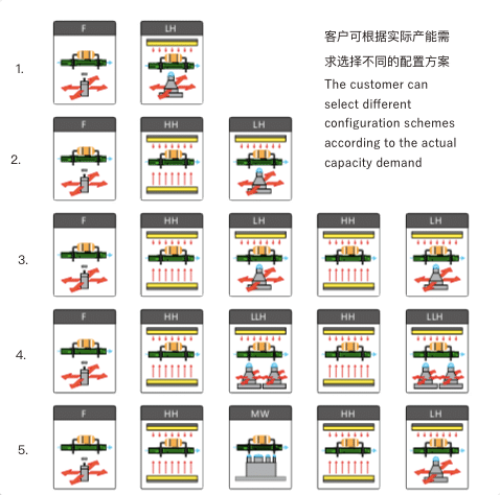
選擇性波峰焊產線配置組成分很多類,本文以模組的概念說明選擇性波峰焊產線配置。標準的波峰焊焊接之外,所有其他類型的機器焊接,有多種不同類型的助焊劑、預熱和焊接方法。這里我們介紹一下:
選擇焊類型
助焊劑涂布技術有兩種助焊劑涂布技術:噴涂助焊劑和滴涂助焊劑。
1.噴涂助焊劑的速度通常比較快,這種方法在組裝行業已經使用多年了,可以用來涂布比較多的助焊劑。噴涂方法的缺點是:助焊劑的殘留物比較多,機器需要進行比較頻繁的維護,可能需要比較頻繁地更換磨損的部件。
2.滴涂助焊劑更精確,可以更好地填充孔洞,助焊劑殘留物也很少,而且滴涂機器一般也不需要維護。不過,這種設備的成本比較高,運行速度有點慢,程序編寫更復雜。
預熱技術預熱的目的是要盡可能減少在焊接前的熱沖擊。預熱系統既可以和選擇焊機器集成在一起,也可以作為選擇焊機器的選配模塊來提供預熱,詳細分為:
1.快速紅外加熱技術、
2.局部紅外加熱技術
3.局部石英晶體諧振加熱技術
以上預熱方法都是可行的技術,而且可以在電路板的底部和頂部使用。局部石英諧振加熱技術一般適用于厚的電路板。紅外加熱技術的特點是反應速度快,可以控制溫度梯度,雖然一些熱對流方式產生的溫度梯度比較小,但可以更均勻地傳遞熱量。把二者結合起來可以用于高熱質量的應用。
焊接技術常見的焊接技術有三類:
1.噴焊錫波,
2.可潤濕的噴嘴,
3.混合型(微型波噴嘴和滴涂相結合)。
噴焊錫波類似波峰焊,直接噴出焊錫波,它的優點也和波峰焊一樣。它的最小焊接直徑是4毫米,它對維護方面的要求非常低,而且成本也相當低廉。
可潤濕噴嘴可以從360°的所有方向焊接,或者沿著X軸或Y軸方向焊接。可以很容易地控制焊錫波的高度,而且它的最小焊接直徑是3毫米。它的成本要比噴焊錫波噴嘴高,而且需要進行日常維護。
具體怎么選擇選擇性波峰焊產線配置組成,還是要視具體生產工藝和環境的要求。








